- 首頁
[木工大小事] 如何照顧您的鉋刀


如何照顧您的鉋刀
底部調整
* 通用下刃(C、D整平,提高切削效率)
* 精切專用下刃(A、C、D整平,整平更準確)
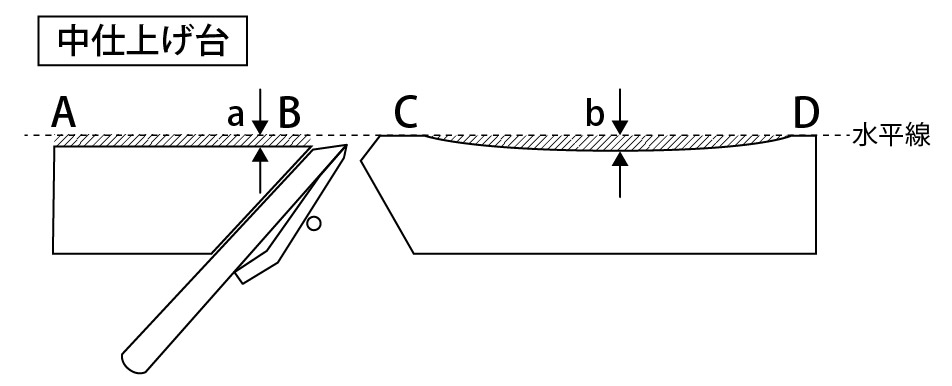
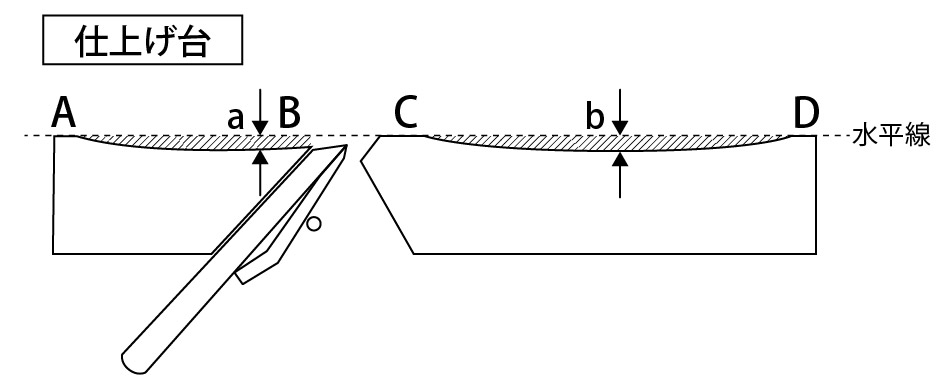
B 不水平的原因
當平面葉片在 B 側伸出時,◯ 部分被平面身體推動並漂浮。
如果漂浮,即使刀片出來也無法刮掉。因此,從一開始就把浮動部分去掉。
檢查底部邊緣


用底尺(有橫線的直尺)分別在底面上垂直、水平、對角(檢查有無扭曲),檢查間隙和水平度,如有不正常(扭曲或不平整),予以糾正。
【縫隙的確認】有縫隙的地方,用底尺可以看到光線。然而,在沒有縫隙的地方,光線是不可見的,完美地擊中了。
【水平度的確認】與底尺沒有縫隙,完美擊中尺子,縫隙是看不見的。
底邊修正(若底邊有毛病)



*將砂紙放在水平面上,打磨底邊使其恢復水平,
並修正(圖片使用水平玻璃)用鑿子刮(刃寬30mm以上)用刮刀,
用下緣的尺子檢查a、b的間隙和下緣的水平度,完成。
如何保存和修復
準備鬆動、葉片容易脫落時如何調整
在飛機表面熟悉的部位放一張明信片或厚厚的宣傳單,調整葉片的外觀。
如果平面刀片出賣了怎麼辦(在磨刀片的課程中解釋過) ・實施背襯
工作的飛機葉片和轉動背面。喚醒
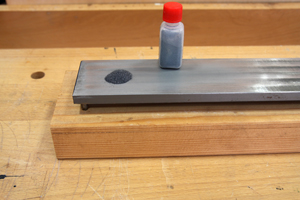
在金屬板上放少許金鋼砂,用水滴一滴打磨刨刃背面。
當水分消失,整個背面的拋光面變成鏡面時,就完成了。
如何磨一刀刃
刃磨時的注意事項
*以容易握持的方向握住刀片,保持刨刃與鑿刃的【刃磨角度(圖6)】不變,刃磨時使刃面與刀刃完美對齊磨石。
* 推的時候用力磨,拉的時候放鬆,這樣刀刃就不會變圓。
*特別是平面刀片,請注意握住刀片的手的角度慢慢磨銳,以免刀片邊緣變圓。
*使用整個油石面進行磨削,注意不要讓油石面翹曲。如果油石翹曲,請使用平坦的混凝土表面或校正油石將其弄平。

圖 6
刃磨 [刨子、鑿子刀片等] (1) 如果鋒利度下降(使用中號磨刀石和精加工磨刀石),用中號磨刀石磨刀刃表面,
直到邊緣迴轉(圖.去除毛刺(圖2)再用精磨油石以7:3的比例再次磨刀刃前後(圖3)
*什麼是毛刺?被刃磨的刀片反面出現的毛刺,就是那一側的刀片已經刃磨過的證明。

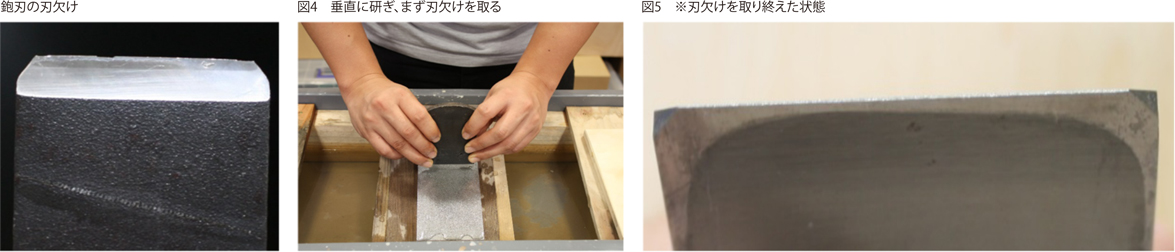
(2) 如果刀片有缺口(使用粗油石、中級油石和精磨油石),
垂直握住刀片的邊緣並用粗油石磨銳,直到缺口邊緣消失。(圖 4)
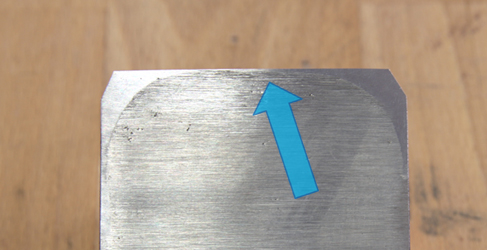
當切削刃沒有崩刃且水平時 (圖 5)用粗糙的油石打磨邊緣表面,直到邊緣轉回。
刀刃轉動後,用【精磨油石】(圖 2)將刀刃磨掉,然後按照①中所述,用中號油石磨刀刃表面。
你可以自己磨刀片。(小心不要磨平刨刀的圓刀片。)
如果沒有這樣做,請用眼球架、刀片木槌 kongo 砂和一塊金屬板再次取出刀片。
如果背面金屬鬆動或鬆動,請輕敲耳朵進行調整。
退出飛機
平面刀片變得不鋒利,隨著多次磨銳,刀片變短,背面(平坦部分)變窄。恢復這種背叛和創造背叛的工作被稱為uradashi。
【背叛狀態】中背(平坦部分)即將消失。
[背面的原始狀態]

準備工具
1. 金屬板(55mm 帶腳) 2. 金剛砂 3. 眼球架(如果沒有,可以用 3kg 方地板代替) 4. 固定眼球架的木架 15cm 或重方木) 5. 刀片錘 15 毫米(或尖頭尖的錘子可以代替) 6. 固定刀片的板(寬 6 厘米,長 30 厘米,厚度 1 厘米) 7. 固定金屬板 木頭(用 2x4 木材代替,約 40厘米長) 8. 最後加一點水
金屬板、金剛石砂、
金屬板

的木質底座。

準備
1. 為了固定金屬板,將其錘入準備好的木頭中。2.為了固定
梭芯,用力敲打準備好的重木,最多打1/3左右,這樣即使敲也不會掉下來。
工作
將出賣的平面刀片正面朝上,並將背面的尖端放在骨架的 R 表面上。
將刨刀的刀背對準梭芯架的角(kado),將接觸點對準刀面的母材金屬部分,敲打母材使刀片升起。

如果敲擊時發出嘎嘎聲,則觸點沒有敲擊。當你聽到沉悶的敲擊聲時,你就打好了。
[注意]
擊中刀刃表面刀刃部分稱為賤金屬的柔軟部分的中心。
如果碰到刀尖,刀刃會折斷,所以要小心!!
接下來,將“約半茶匙”的金剛砂放在金盤上,並從指尖滴下約 3 滴水。
刨刀背面朝下,雙手托住刀托板,磨金剛砂。
伴隨著咔嚓咔嚓的聲音,整塊金屬板被用來來回研磨刀背。此時,應使刀片背面與金屬板表面緊密接觸並向下研磨。


重複使用彈出的不需要的金剛砂,將其研磨至逐漸停止發出聲音。(這是因為金剛砂經過摩擦變得更細了。)
如果繼續原樣拋光金屬板,下次金屬板表面會變乾,請看一下
如果它像鏡子一樣閃閃發光並製作背面,它就會完成。

檢查點
*如果背部仍然粗糙和渾濁,放入更多的金剛砂並重新開始。繼續拋光,直到發亮。
*如果反面(平面)還沒有完成,迴轉台的回退是不夠的。
至此,平面葉片的背襯工作就完成了。